Стратегическое планирование, учитывающее потребление энергии и стоимость воздушные компрессоры, - это в любом случае только половина проблемы. В конечном итоге, только эффективная работа компрессорной системы обеспечивает надежное производство сжатого воздуха.
Стремление добиться максимальной эффективности производства сжатого воздуха обеспечивает пользователю три преимущества: повышается надежность снабжения, значительно снижаются затраты на сжатый воздух и потребление энергии.
Высокий потенциал эффективности: согласно, проведенному Евросоюзом исследованию ЕС „SAVE II” EU в 2000 г. общее энергопотребление воздушных компрессоров составило 80 миллиардов кВт ч; как минимум 30 процентов из них можно было бы сэкономить (рис. 1).

1. Что значит оптимальная рентабельность?
Рентабельность системы сжатого воздуха отражается в ее структуре издержек. Наилучший показатель будет зависеть от предприятия и производственного процесса.
Решающее значение играют время работы компрессора, уровень давления и другие производственные параметры. Здесь приведен пример оптимизированной системы с компрессорной станцией воздушного охлаждения – срок службы 5 лет, стоимость электроэнергии 8 центов/кВт·ч, процентная ставка 6%, избыточное давление 7 бар, качество сжатого воздуха согласно ISO 8573-1: остаточное масло класса 1, остаточная пыль класса 1, остаточная вода класса 4. Пример показывает, что даже в оптимальных условиях львиную долю общих расходов на производство сжатого воздуха (около 70%) составляют затраты на электроэнергию (рис. 2).

Исследование относительно отклонений от норм, установленных в Германии пневмостанций, производились высшим учебным заведением г. Кобурга в 2003 году (рис. 3).

2. Поддержание экономичности
Тот, кто заинтересован в надежном экономичном снабжении сжатым воздухом, должен учесть ряд важных моментов:
2.1 Профилактическое техническое обслуживание
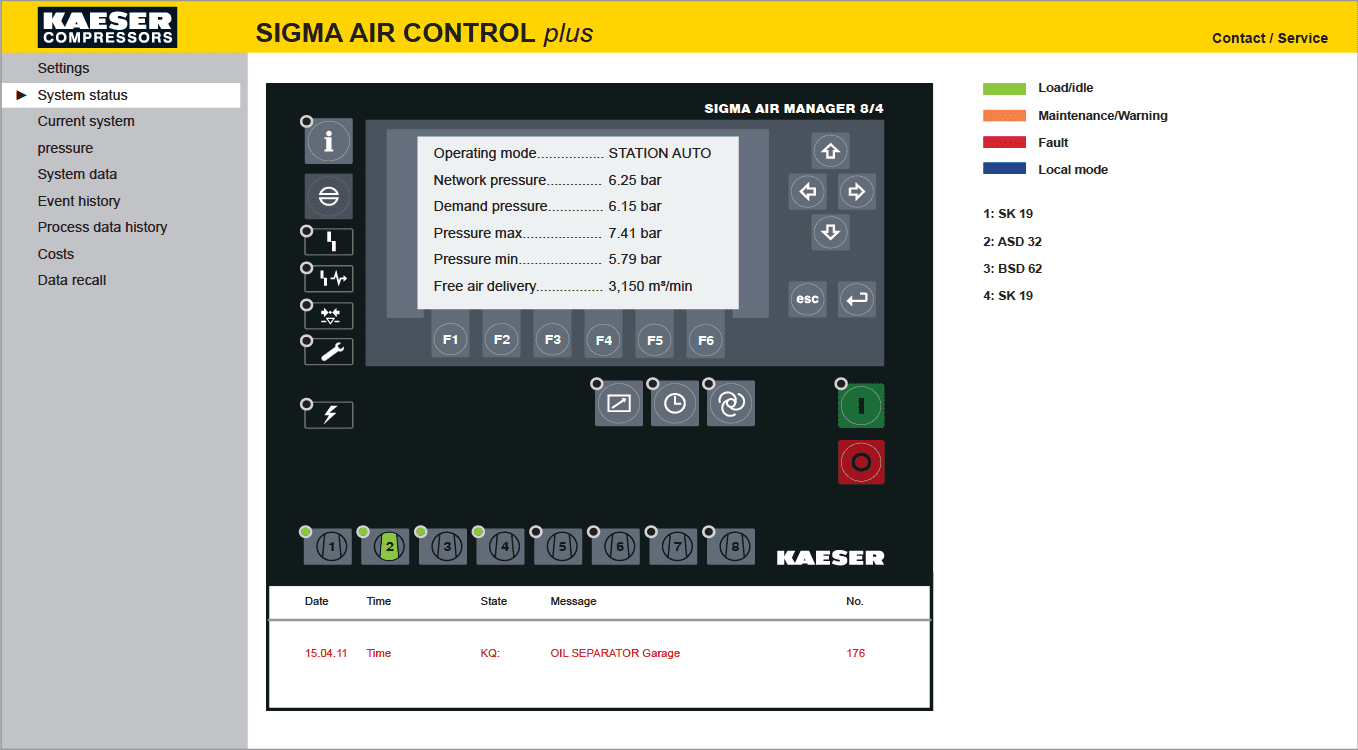
Современные внутренние блоки управления компрессорами типа SIGMA CONTROL и системы управления производством сжатого воздуха типа «SIGMA AIR MANAGER 4.0», созданные на базе промышленных компьютеров, своевременно информируют о необходимости техобслуживания компонентов компрессорной станции. Благодаря этому стало возможным выполнять техническое обслуживание по мере необходимости, а также в профилактических целях. Результат: снижение затрат на техническое обслуживание, повышение экономичности систем снабжения сжатым воздухом, а следовательно, и надежности всего технологического процесса.
2.2 Использование соответствующих потребителей
Опасность экономить, где этого не следует делать, существует не только при производстве, но и при потреблении сжатого воздуха: например, когда приобретенное по выгодной цене производственное оборудование требует более высокого рабочего давления. Связанное с этим повышение давления или расширение пневмосистемы может далеко превосходить дополнительные затраты на приобретение машины с более низким рабочим давлением – 6 бар.
Поэтому для покупки промышленных машин необходимо издать директивы, которые бы учитывали не только электропитание, но и снабжение сжатым воздухом.
2.3 Новые производственные требования
2.3.1. Потребление сжатого воздуха
а) Модификация производства воздушных компрессоров
На многих предприятиях нередко наблюдаются колебания потребления сжатого воздуха. Зачастую это практически не учитывается, и после модернизации производства в одной смене компрессоры практически не загружены, а в другой смене возникает настолько большая потребность в воздухе, что расходуются все резервные запасы. Поэтому подача сжатого воздуха должна постоянно подстраиваться под производственные изменения.
б) Расширение производства
В данном случае нужно согласовать не только мощность компрессоров, но и трубопроводы, а также систему подготовки сжатого воздуха. При необходимости увеличения производственных мощностей предприятия путем добавления еще одной установки (с такой же производительностью, как у существующей), рекомендуется произвести замер потребления сжатого воздуха, используя установку, находящуюся в эксплуатации.
2.3.2 Надежность снабжения
В компрессорных станциях обычно предусмотрено наличие резервного компрессора. Что же касается подготовки сжатого воздуха, то здесь обычно пренебрегают такими резервными системами. Таким образом, при увеличении потребления воздуха хотя и включается запасной компрессор, но из-за отсутствия мощностей подготовки не достигается требуемое качество сжатого воздуха.
Поэтому для каждого резервного компрессора следует предусмотреть резервные компоненты подготовки воздуха (осушитель/фильтр).
2.3.3 Изменение качества сжатого воздуха
Если требуется более высокое качество сжатого воздуха, необходимо различать, касается ли это всего производства или части. В первом случае недостаточно централизованной системы подготовки сжатого воздуха. Необходимо очистить или заменить трубопроводы, по которым ранее направлялся воздух более низкого класса качества. Во втором случае, наоборот, рекомендуется использовать отдельную систему подготовки, обеспечивающую требуемое качество сжатого воздуха.
Для этого необходимо установить ограничитель потока, иначе возможна перегрузка вследствие слишком большого количества сжатого воздуха, подлежащего обработке.
2.4 Контроль утечек сжатого воздуха
В любой, даже хорошо обслуживаемой, пневмосети происходят утечки. Иногда они могут привести к значительным потерям электроэнергии. Основной причиной появления утечек является износ шланговых соединений, узлов машины или инструмента (рис. 4).
При этом важно обращать внимание на такие недостатки и устранять их. Кроме того, рекомендуется периодически контролировать утечки, используя современные системы управления и мониторинга типа SIGMA AIR MANAGER. При установлении увеличения утечек их следует локализовать и устранить.

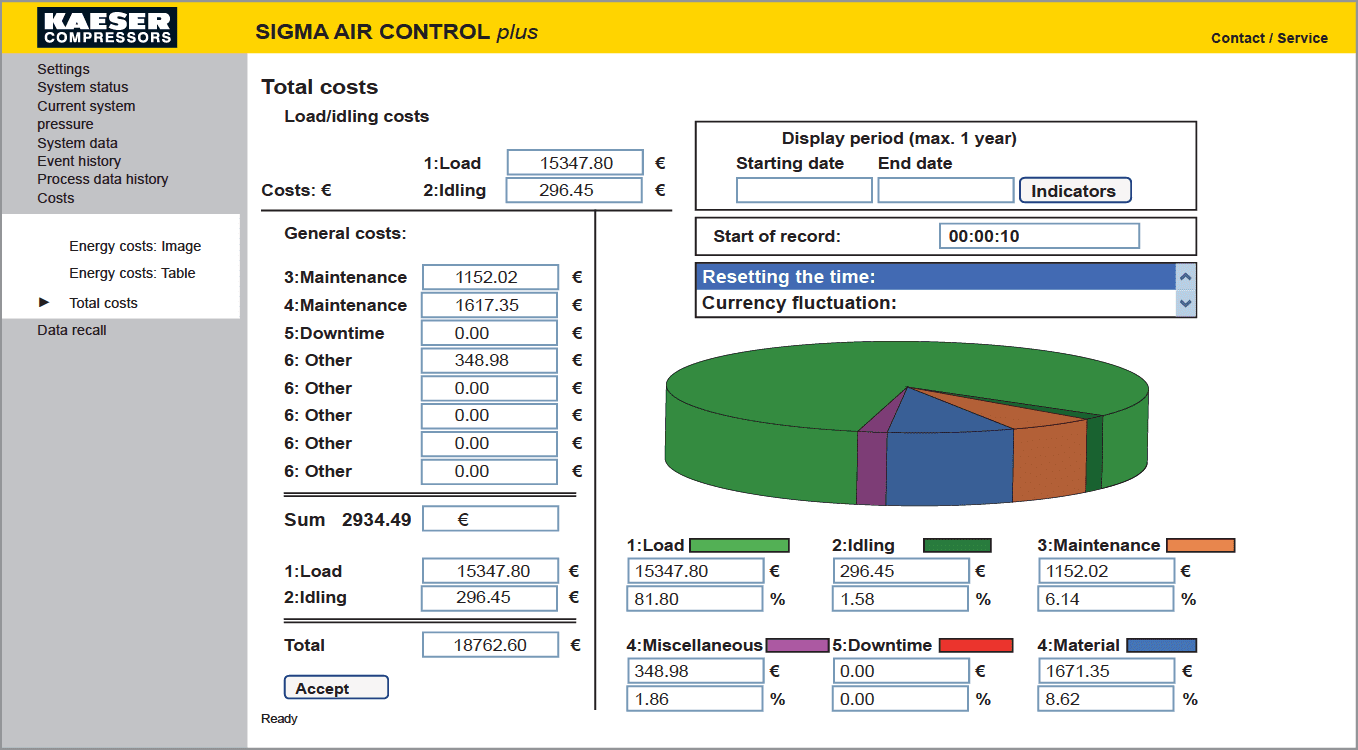
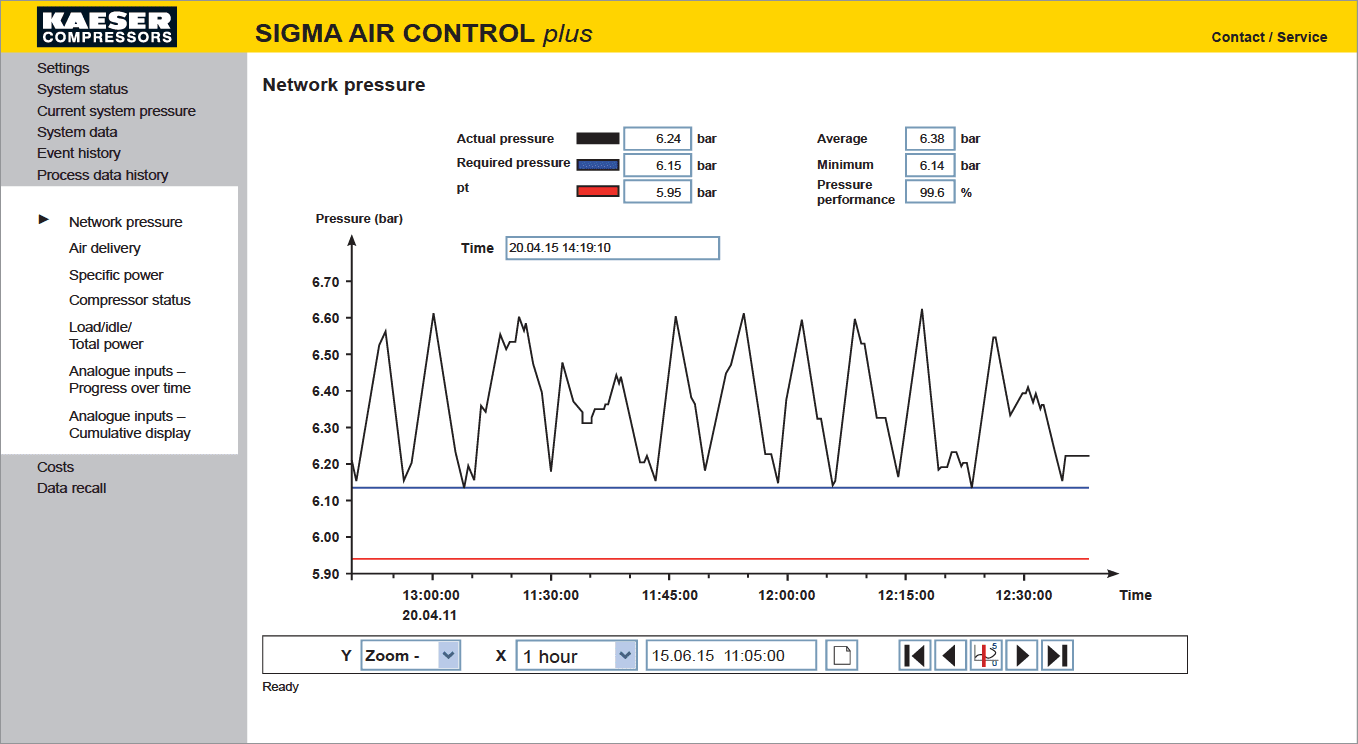
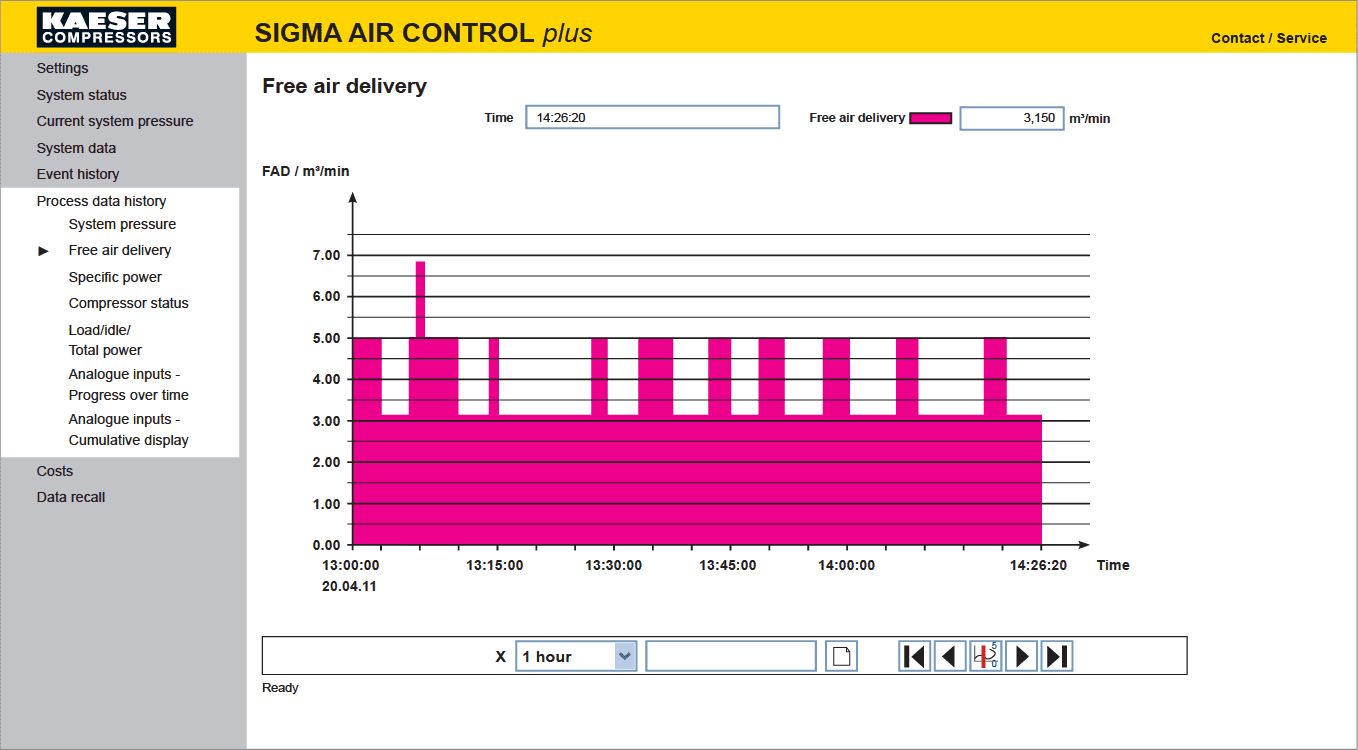
3. Управление затратами – гарант экономичности
Аналитические данные, полученные при планировании, представляют не меньшую ценность при дальнейшей эксплуатации.
Однако не следует проводить специальный анализ с целью получения новых данных. Эту задачу выполняют системы типа SIGMA AIR MANAGER.
Тем самым обеспечивается фундамент для проведения аудита сжатого воздуха и эффективного управления затратами снабжения сжатым воздухом (рис. 5а-5д).
Чем больше пользователей сделают себестоимость сжатого воздуха прозрачной, поймут насколько велик потенциал экономии, а энергоэффективность станет главной составляющей при приобретении компонентов компрессорной станции, тем быстрее все заинтересованные стороны достигнут цели – сокращение потребления электроэнергии при производстве сжатого воздуха на 30% и более.
Это послужит делу сохранения окружающей среды и позволит улучшить финансовые показатели предприятий.